|
|






 Arabic
Arabic Bengali
Bengali Chinese
Chinese English
English French
French German
German Hebrew
Hebrew Hindi
Hindi Italian
Italian Japanese
Japanese Korean
Korean Malay
Malay Polish
Polish Portuguese
Portuguese Spanish
Spanish Turkish
Turkish Ukrainian
Ukrainian Vietnamese
Vietnamese|
テクノロジーの歴史、テクノロジー、私たちの周りのオブジェクト
圧延装置。 発明と生産の歴史
ディレクトリ / テクノロジーの歴史、テクノロジー、私たちの周りのオブジェクト 圧延機は、回転するロールの間で金属を成形する機械です。 鉄鋼労働者がインゴットを鋳造した後、この巨大な鋼棒は、車体、鉄道レール、建設用梁などの製品に変える必要があります。 しかし、このためには、インゴットが部品の製造に便利な形をとる必要があります-正方形、円形、ビーム、または鋼板またはワイヤーなどの形の断面を持つ長いビームのいずれかです。圧延機でこれらのさまざまな形。
熱間圧延は 1769 世紀の初めにのみ使用され始め、最初は多かれ少なかれ薄い鉄板がこの方法で準備されましたが、すでに XNUMX 年からこの方法でワイヤーを圧延し始めました。 鉄インゴットの最初の圧延機は、パドリング法を開発していた英国の発明家コルトによって提案されました。 Kort は、一部の製品の製造では、スラグの抽出のみでハンマーを充電し、圧延によって最終的な形状を与える方が合理的であると最初に推測しました。
1783年、コルトは特殊なローラーを使用して成形された鉄を圧延するために彼が発明した方法の特許を取得しました。 代かき窯からクラッカーがハンマーの下に入り、ここで鍛造されて元の形状になり、ローラーを通過しました。 その後、この方法は非常に一般的になりました。 しかし、圧延技術が適切な高みに達したのは XNUMX 世紀になってからであり、これは主に鉄道の集中的な建設によるものでした。 その後、レールや荷馬車の車輪を製造するための圧延機が発明され、その後、他の多くの作業が行われました。 XNUMX 世紀の圧延工場の建設は簡単でした。 反対方向に回転するロールが、白熱した金属ストリップを捉え、多かれ少なかれ力を加えて圧縮し、それらの表面の間でそれを運びました。 したがって、製品の金属は高温で強い圧縮を受け、ワークピースは必要な形状を獲得しました。 この場合、たとえば、鉄は本来持っていない特性を受け取りました。 圧延前は塊の中に無秩序に配置されていた個別の金属粒子が、強い圧縮中に引き伸ばされ、長い繊維が形成されました。 柔らかくもろい鉄はその後、弾力性と耐久性を備えたものになりました。
世紀の終わりまでに、圧延技術は非常に進歩し、この方法によって中実だけでなく中空の製品も得られました。 1885年、メネスマン兄弟はシームレスな鉄パイプを圧延するプロセスを発明しました。 これ以前は、パイプは鉄板で作られていなければなりませんでした-それらは曲げられて溶接されました。 それは長くて高価でした。 メネスマン工場では、互いに斜めに配置された XNUMX つのロールの間に丸いブランクが渡され、ロールは XNUMX つの方法でロールに作用しました。 まず、ロールとビレットの間の摩擦力により、ビレットが回転し始めました。 第二に、ロールの形状により、それらの中間面のポイントは外側のポイントよりも速く回転しました。 したがって、ロールが斜めに配置されているため、ワークはそれらの間のスペースにねじ込まれているように見えました。 ブランクがしっかりしていると通らない。 しかし、事前に白熱まで強く加熱されていたため、ワークピースの金属がねじれて伸び始め、軸方向ゾーンで緩みが発生しました-空洞が現れ、ワークピースの全長に沿って徐々に広がりました。 ロールを通過した後、ビレットは特別なロッド(マンドレル)に取り付けられたため、内部キャビティに正しい円形断面が与えられました。 その結果、肉厚のパイプができました。
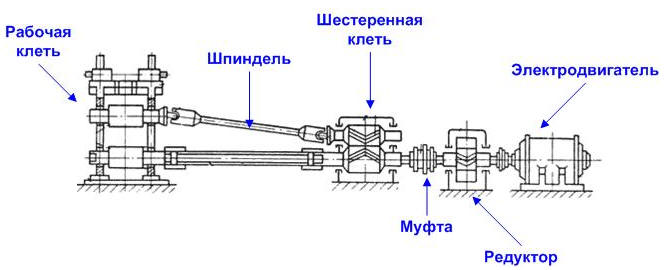
壁の厚さを減らすために、パイプは XNUMX 番目のいわゆるピルグリム圧延機に通されました。 可変プロファイルの XNUMX つのロールがありました。 パイプを圧延すると、ロール間の距離は最初は徐々に減少し、その後パイプの直径よりも大きくなりました。 現代の圧延機の構造は? 通常、インゴットは複数の圧延機を通過します。 それらの最初のものは開花またはスラブです。 これらは最も強力な圧延機です。 それらの目的は、インゴットを圧縮し、それを長いビーム (ブルーム) またはプレート (スラブ) に変えることであるため、圧着と呼ばれます。 ブルーミングとスラブは巨大な機械です。 現代のブルーミングとスラブの生産性は、年間約 6 万トンのインゴットであり、インゴットの質量は 1 ~ 18 トンです。 圧着する前に、インゴットを十分に加熱する必要があります。 それらは摂氏1100~1300度の加熱井戸にXNUMX~XNUMX時間保たれます。 次に、インゴットはクレーンで取り出され、電気トロリー(電気自動車)に置かれ、開花またはスラブ化に運ばれます。 Blooming には XNUMX つの大きなスワスがあります。 上のロールは上下することができ、それ自体と下のロールの間のクリアランスを増減できます。 ロールを通過した真っ赤なインゴットは、回転するローラーのコンベアであるローラーテーブルに落ちます。 オペレーターは、ブルーミングロールとローラーテーブルのローラーの回転方向を連続的に変更します。 したがって、インゴットはロールを前方または後方に移動し、オペレーターがロール間のギャップをますます縮小するたびに、インゴットはますます圧縮されます。 5 ~ 6 回のパスごとに、ティルターがインゴットを 90 度回転させてすべての面から処理する特別なメカニズムです。 最終的に、ローラーテーブルに沿って剪断機に向けられる長いビームが得られます。 ここで木材はバラバラに分かれています - 花が咲きます。
圧延はスラブでも行われますが、唯一の違いは、スラブには 4 つの水平方向と 2 つの垂直方向の 2 つのロールがあり、インゴットをすべての側面から一度に処理することです。 次に、得られた長いプレートを平らなビレット、つまりスラブに切断します。 ブルーミングとスラブは、鋼が古い方法で型に注がれる工場でのみ使用されます。 連続鋳造プラント (CUR) が稼動している場合、既製のブルームまたはスラブが得られます。 完成したブルームとスラブは他の圧延工場に送られ、冶金学者が言うように、プロファイルまたはプロファイル金属、つまり特定の厚さ、形状、プロファイルのブランクを特別な圧延機で製造します。 スラブをシートに圧延するシートミルには滑らかなロールがあります。 そのようなロールでは、複雑なプロファイルのレールやその他の製品を転がすことは不可能です。 レールミルやビームミルなどのロールでは、製品を得るために必要な形状にカットが行われます。 各ロールでは、将来の製品のプロファイルの半分が切り取られているかのように。 ロールが互いに近づくと、冶金学者が言うように、流れまたは口径が判明します。 ロールの各ペアには、そのような口径がいくつかあります。 最初のものは製品の形状にわずかに似ているだけの形状であり、次のものはますますそれに近づいており、最後に、最後の口径は、取得する必要がある製品の寸法と形状に正確に対応しています。 鋼は頑強で、すべての口径を順番に通過しながら、徐々に変形する必要があります。 そのため、ほとんどのミルには XNUMX 組のロールではなく、複数のロールがあります。 ロール付きのベッド(スタンドと呼ばれます)は、一列または市松模様に並列に設置されています。 高温のワークピースはローラーテーブルに沿ってスタンドからスタンドへと急いで移動し、各スタンドでも前後に移動し、すべての口径を通過します。
今日、高性能の連続圧延機がますます普及しています。 ここではスタンドが次々と連なっています。 80つのスタンドを通過すると、ワークピースは290番目、2000番目、6番目などに入ります。各圧縮の後、ワークピースは引き伸ばされ、後続の各スタンドは、同じ時間内に長さが増加するワークピースを通過する必要があります。 一部の連続圧延機では、毎秒 XNUMX メートル (時速 XNUMX キロメートル) の速度で金属を圧延し、年間数百万トンを処理します。 たとえば、ノボリペツク冶金工場で稼働している XNUMX 枚幅のストリップ連続ミルの生産性は XNUMX 万トンに達します。 ソ連では、根本的に新しい鋳造および圧延機が冶金工学の全連合研究所で作成されました。 それらの連続鋳造のプロセスは、連続圧延で単一の流れに結合されます。 今日、このような工場の数十は、鋼、アルミニウム、銅線の圧延のために我が国で操業しています。 石油と天然ガスを長距離輸送するためのパイプの必要性は、パイプミルの作成を必要としました。 石油とガスのパイプの直径が大きくなりました。 最初のパイプラインの直径は 0,2 メートルでしたが、その後、最大 1,4 メートルまでの大きな直径のパイプを製造し始めました。 1200 つの根本的に異なるパイプ製造技術が使用されます。 最初の方法:ワークピースを摂氏1300〜XNUMX度に加熱し、特殊なミルで穴を開けます(ステッチされています)-厚い壁の短いパイプ(スリーブ)が得られます。 次に、スリーブを長いチューブに丸めます。 これがシームレスパイプが得られる方法です。 XNUMX 番目の方法: 鋼板またはストリップは、チューブに圧延され、直線またはらせん状に溶接されます。 パイプのシームバット溶接用の連続ユニットは、高い生産性を備えています。 これは、500 つの生産ラインで動作する数十の機械と機構の複合体です。 ここではすべてが自動化されています。複合施設を管理するオペレーターは、コントロール パネルのボタンを押すだけです。 このプロセスは、連続した鋼帯の加熱から始まります。 次に、機械はそれをパイプに丸め、継ぎ目を溶接し、長さを伸ばし、直径を小さくし、調整し、細かく切り、糸を切ります。 毎分XNUMXメートルのパイプ - これが複合施設の生産性です。 近年、新しい方向性が現れました。圧延機はブランクを製造するのではなく、すぐに機械部品を完成させます。 このような工場では、自動車やトラクターの車軸、繊維スピンドル、トラクターの部品、電気モーター、ボール盤が圧延されます。 ここでは、鍛造、スタンピング、プレス、およびさまざまな金属切削機械 (旋削、フライス加工、平削り、穴あけなど) での機械加工など、労働集約的な作業が圧延に取って代わられました。
この方向性には、広く普及し、曲がったプロファイルを生成するロール成形ミル、および高精度の成形プロファイルを圧延するミルも含まれます。 最初のミルは鋼板から複雑な形状の製品を曲げ、XNUMX番目のミルは非常に正確な寸法で複雑な製品を圧延します。 どちらの場合も、製品を機械でさらに処理する必要はありません。 それらは希望の長さに切断され、機械、メカニズム、建物の構造に使用されます。 著者:Musskiy S.A.
▪ 風車 ▪ 電灯 ▪ ビデオゲーム
タッチエミュレーション用人工皮革
15.04.2024 Petgugu グローバル猫砂
15.04.2024 思いやりのある男性の魅力
14.04.2024
▪ サイトの子供と大人のための大百科事典のセクション。 記事の選択 ▪ 記事 なぜ鳥のオスはメスよりも明るい色をしているのですか? 詳細な回答 ▪ 記事 自動テレビスイッチ。 無線エレクトロニクスと電気工学の百科事典 ▪ 記事 ステレオアンプ用スイッチング電源、220/2x15 ボルト 2x2 アンペア。 無線エレクトロニクスと電気工学の百科事典
ホームページ | 図書館 | 物品 | サイトマップ | サイトレビュー
www.diagram.com.ua |








 他の記事も見る セクション
他の記事も見る セクション 